Leer TIG lassen door te doen
Wil je TIG lassen leren, maar weet je niet goed waar je moet beginnen? Tijdens deze praktijkgerichte TIG lascursus ontdek je stap voor stap hoe je staal, RVS en aluminium last met één van de meest nauwkeurige lastechnieken die er bestaan.
Je leert niet alleen hoe een TIG-lasapparaat werkt en hoe je een mooi smeltbad opbouwt, maar vooral hoe je de controle krijgt om zelf aan de slag te gaan met restauratieprojecten, plaatwerk, motorfietsen, RVS-constructies en fijn laswerk.
Geen droge theorie, maar veel praktijk, persoonlijke begeleiding en duidelijke uitleg. Of je nu een complete beginner bent of al enige ervaring hebt, je wordt stap voor stap meegenomen in het proces. Aan het einde van de dag ga je niet alleen naar huis met nieuwe kennis en vaardigheden, maar vooral met het vertrouwen om eindelijk zelf aan dat project te beginnen waar je al zo lang over nadenkt.
Leer precisielassen met TIG techniek
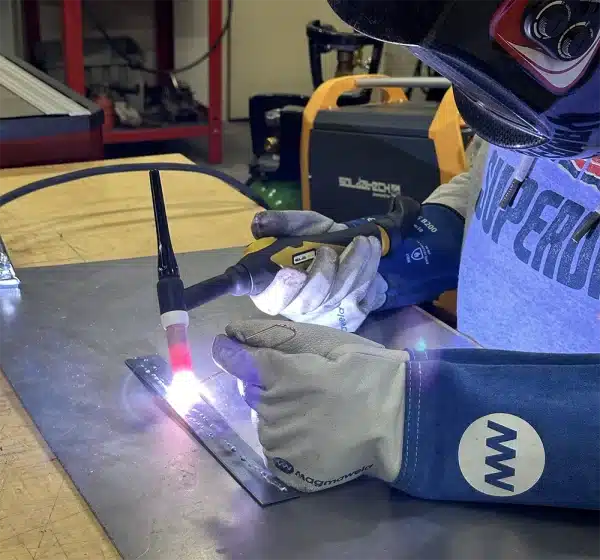
Deze TIG lassen lascursus is gericht op iedereen die nauwkeurig en professioneel wil leren lassen. TIG lassen staat bekend als een van de meest precieze lastechnieken en is ideaal voor dun plaatmateriaal, restauratiewerk en hoogwaardige afwerking.
Tijdens deze workshop leer je niet alleen hoe TIG lassen werkt, maar vooral hoe je het toepast in realistische situaties zoals autorestauratie, metaalbewerking en fijn constructiewerk.
Voor wie is deze TIG lascursus geschikt
Beginners en hobbyisten
Deze cursus is ideaal voor beginnende TIG-lassers die de basis willen leren. Je hoeft geen ervaring te hebben en wordt stap voor stap meegenomen in het proces.
Restaurateurs en metaalbewerkers
Werk je met oldtimers, RVS onderdelen of aluminium constructies? Dan is deze workshop perfect om je vaardigheden te verbeteren en nauwkeuriger te leren werken.
Wat leer je tijdens de TIG lassen workshop
Basis en theorie van TIG lassen
Tijdens de workshop wordt aandacht besteed aan zowel theorie als praktijk. Je leert onder andere:
- De grondbeginselen van het TIG lasproces
- Werken met verschillende materialen zoals staal, RVS en aluminium
- Keuze van gas, toevoegmateriaal en instellingen
- Instellen van het TIG-lasapparaat en toortsgebruik
- Werken met technieken zoals puls-lassen
Praktische lasvaardigheden
Tijdens deze cursus ga je vooral zelf aan de slag. Je leert onder andere:
- Lassen van staal, RVS en aluminium
- Werken met materiaaldiktes van circa 0,8 mm tot 4 mm
- Controle krijgen over het smeltbad en de toevoegdraad
- Verbeteren van handvaardigheid en precisie
- Lassen in verschillende posities
Praktijkgericht leren
De workshop bestaat uit een combinatie van uitleg, demonstratie en praktijkopdrachten. Door deze aanpak leer je sneller en ontwikkel je direct gevoel voor de techniek.
Persoonlijke begeleiding en kleine groepen
Tijdens de cursus werk je in kleine groepen van maximaal ongeveer 8 deelnemers. Hierdoor krijg je veel persoonlijke begeleiding en is er ruimte voor vragen en individuele aandacht.
Programma van de dag
De workshop is opgebouwd uit een duidelijke structuur:
- Start met theorie en uitleg van TIG lassen
- Praktijkgedeelte met lassen van staal
- Lunchpauze
- Middagprogramma met lassen van staal en RVS
Deze opbouw zorgt voor een goede balans tussen kennis en praktijkervaring.
Wat is inbegrepen
De cursus is volledig verzorgd en inclusief:
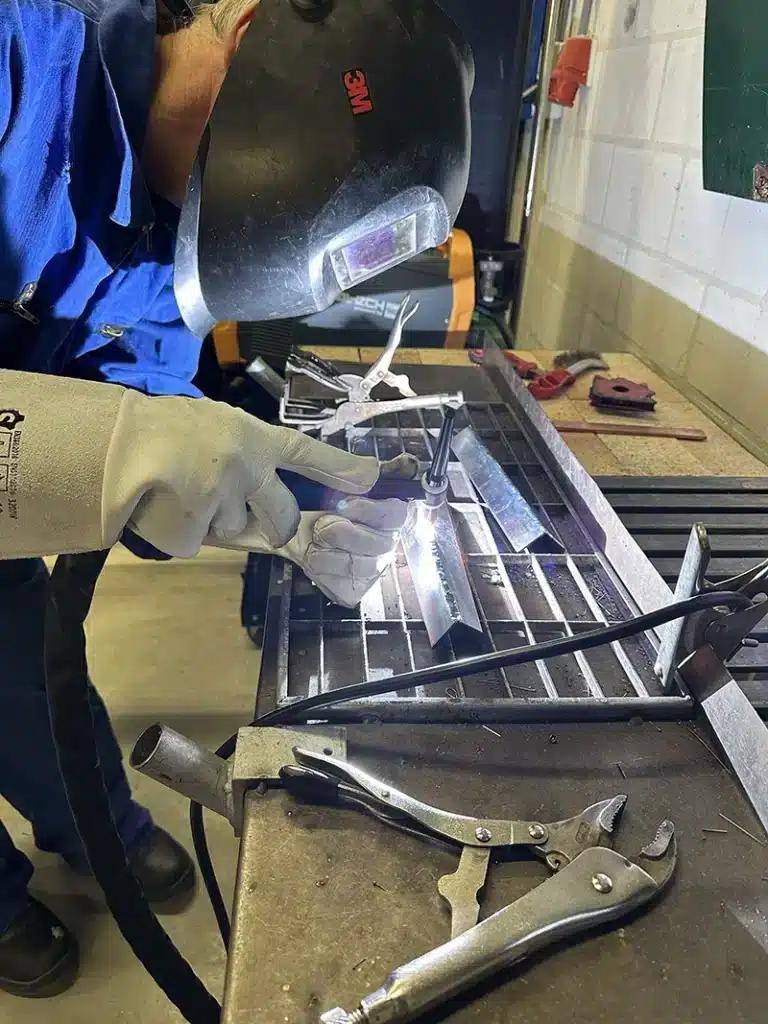
Veiligheid tijdens het TIG lassen
Tijdens de workshop speelt veiligheid een belangrijke rol. Je werkt met professionele beschermingsmiddelen zoals een laskap, handschoenen en veiligheidsbril.
Daarnaast wordt er aandacht besteed aan veilig werken en het correct omgaan met apparatuur en materialen.
Locatie en praktische informatie
De cursus vindt plaats in Veenendaal en duurt een volledige dag, van de ochtend tot in de middag. De locatie is volledig ingericht voor praktijktrainingen.
Waarom kiezen voor deze TIG lassen cursus
TIG lassen is een techniek die bekend staat om zijn precisie en veelzijdigheid. Je kunt er verschillende metalen mee lassen en het is ideaal voor dun materiaal en visueel hoogwaardige afwerking.
Deze workshop biedt een sterke combinatie van theorie, praktijk en persoonlijke begeleiding, waardoor je een solide basis legt om zelfstandig verder te oefenen en projecten uit te voeren.






Erg leuke cursus TIG lassen gehad! Veel geleerd. Super lunch en erg gezellig. Dankjewel.
De moeite waard. Enorm veel geleerd en ga ook de mig mag cursus volgen.
Super leervol en gezellig zeker aan te raden zo een dagcursus lassen.
Vandaag een Tig las cursus gevolgd
Erg leuk, leerzaam en goed georganiseerd.
Dank.
Top zaak en geweldige cursussen
Goede service en de zaak wordt gerund door 2 dames die ook nog eens de beste
lascursussen kunnen geven die er zijn. Daar na kan je de apparaten zowel nieuw als tweedehands kopen.
Goede introductiecursus, precies wat ik al jaren zocht. Geeft vertrouwen om
apparatuur te gebruiken. Ga door zo!!!
Vriendelijke en deskundig. Heb hier een prima TIG workshop gehad.