Lasapparatuur
-

Afdichtring t.b.v. reduceerventiel
€ 6,00Voor reduceerventiel (Argon/CO2 Per vier stuks Afdichtring -

-

Anti spat - Super Pistolenspray Abicor Binzel
€ 15,13Super pistolenspray Anti - spatspray Siliconen vrij 400 ml -

Automatische lashelm SideClear
€ 235,954 onafhankelijke boogsensoren Schakelt vanaf 2 amp TIG DC en AC amperage Clear lens technologie voor ultiem zicht en helderheid Zijlens Digitaal display -

Binnenspiraal - Draadgeleider 0,6/0,9 3 meter
€ 11,86Voor Eurokoppeling 0,6mm - 0,9mm te lassen draad 3 meter -

Binnenspiraal - Draadgeleider 0,6/0,9 4 meter
€ 11,914 Meter Voor afneembare toorts (eurokoppeling) Te lassen draad 0,6 > 0,9 mm Te gebruiken voor staal Lasdraad -

Binnenspiraal - Draadgeleider 1.0 - 1,2mm 4 meter
€ 12,77Draadgeleider voor eurokoppeling 4 meter diameter 1,0-1,2mm Voor Staal lassen -

Binnenspiraal - Draadgeleider Teflon 0,6/0,9 4 meter
€ 43,924 meter Voor 0,6 > 0,9 mm lasdraad Te lassen draad Aluminium, RVS -

Binnenspiraal - Draadgeleider Teflon 1,0 /1,2 4 Meter
€ 47,044 Meter Te lassen draaddikte 1,0 >1,2 mm Te lassen draad Aluminium, RVS -

Binnenspiraal – Draadgeleider 1.0 - 1.2 mm 3 meter
€ 11,56Draadgeleider voor eurokoppeling 3 meter diameter 1,0-1,2mm -

Binnenspiraal – Draadgeleider Teflon 0,6/0,9 3 meter
€ 38,623 Meter Te lassen draaddikte 0,6 > 0,9 mm Voor Aluminium en RVS Lasdraad -

Binzel wolfraamelektroden E3 1.6 mm x 175 mm 10 stuks
€ 44,53Wolfraamelektrode paars 1.6mm x 175mm. Te gebruiken voor Staal, RVS, en Aluminium. -
Binzel wolfraamelektroden E3 2,4 x175mm paars 10 stuks
€ 87,85Wolfraamelektrode paars 2.4mm x 175mm. Geschikt voor Staal, RVS, en Aluminium -
Binzel wolfraamelektroden E3 3.2 mm x 175 mm 10 stuks
€ 150,89Wolframelektrode paars 3.2mm x 175mm. Te gebruiken voor Staal, RVS, en Aluminium -

Carrosserie griptangen set 16 delig
€ 108,30Geleverd in een roltas 16-Delige griptangen set Zijn traploos instelbaar Hendel voor snelle ontgrendeling -
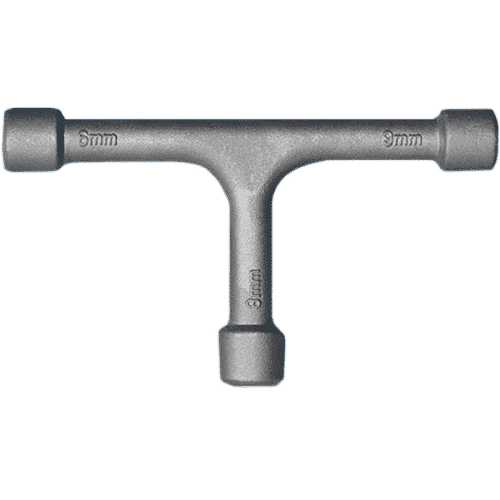
Cilindersleutel
€ 7,57Cilindersleutels voor gas- en zuurstofflessen sleutelwijdte 8 mm en 9 mm vierkante sleutel geschikt is voor het openen van acetyleenflessen -

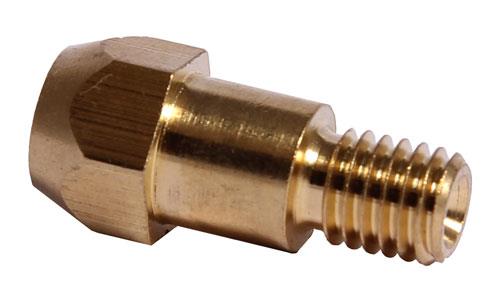
Contacttip M8 Koper 1,2mm 360/411
€ 2,66Contacttip M8 Koper 1,2mm 360/411 Abicor Binzel Contacttip. -

-

Contacttiphouder WK250 2 st
€ 12,72Dit is een professioneel lasproduct dat je helpt bij je laswerkzaamheden. Hoge kwaliteit en betrouwbare prestaties. -
Contacttiphouder WK360 2 st
€ 6,85Dit is een professioneel lasproduct dat je helpt bij je laswerkzaamheden. Hoge kwaliteit en betrouwbare prestaties. -

Contacttips 0,8mm M6 Binzel 5 stuks voor 250/360 Amp toorts
€ 11,80Constante en efficiënte stroomoverdracht naar de lasdraad Gemaakt van gehard CuCrZr koper hoge temperatuur- en slijtvastheid Verkrijgbaar in meerdere lengtes en draaddiameters Betrouwbare kwaliteit van Binzel… -

Contacttips 1 mm M6 5 stuks Dik - voor 250 A toorts
€ 11,80Contacttips 1 mm M6 - set van 5 stuks. Essentieel onderdeel voor betrouwbare lasverhindingen. -

Contacttips 1,0mm M6 5 stuks
€ 11,50Contacttips 0 mm M6 - set van 5 stuks. Essentieel onderdeel voor betrouwbare lasverhindingen.




















